С�����ĝu�_(k��i)�����I�������O(sh��)Ӌ(j��)�c��(y��ng)��
�����A�{�X݆����˾�x��
ժҪ�����^Ԕ��(x��)�Ľ�B��С�����ĝu�_(k��i)�����I�����ă�(y��u)�c(di��n)����(sh��)�Ãr(ji��)ֵ���O(sh��)Ӌ(j��)������
�W(w��ng)�(y��)λ�ã��B�S��>>(li��n)�S��>>���Ώ���(li��n)�S��>>�A�oʽ���I÷���͏���(li��n)�S��
�P(gu��n)�I�~��С�������u�_(k��i)�����Iͬ�S��
1ǰ��
������һ�N���X���ߣ������r(sh��)���ں�һ��(g��)���X�߳�ǰһ��(g��)���X���Ķ��܉�һ�ӌӵ؏Ĺ�������ȥ���٣��ԫ@����Ҫ��Ĺ������棬������ˇ������(y��ng)���ڿӹ�������Փ���v�����N�Π�Ŀ�ۣ�ֻҪ�������Π���ͬ��������ͨ�^(gu��)��������(l��i)�@�á�
���X݆�ИI(y��)�У��u�_(k��i)�����I�������Ǒ�(y��ng)���^�V����һ�N��Ҳ���O(sh��)Ӌ(j��)�y���^���һ�N��С�����ĝu�_(k��i)��ͬ�ĈA�������ǽ����(l��i)���S��ʽ�����ĸ��M(j��n)�������a(ch��n)ˮƽ����߶��d���һ�N�߶�λ���ȡ��������y�ȡ��dz��аl(f��)չǰ;��������
2С�����ĝu�_(k��i)�����I�����ĽY(ji��)��(g��u)�͌�(sh��)�Ãr(ji��)ֵ
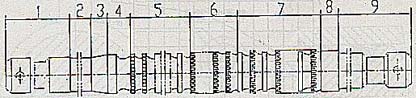
�D1С�����ď�(f��)��ʽ�u�_(k��i)�����I��
1����ǰ����2�����i��3�����^(gu��)���F��4����ǰ��(d��o)��5�����A���A(y��)�в�
6�������I�A(y��)�в�7�����A�ס����I���e(cu��)������У��(zh��n)��8������(d��o)��9���������
��1С�����������c��ͨ�����������I���Ȍ�(du��)�ȱ�
С�������u�_(k��i)�����I������������c(di��n)�������ĈA���X�c���I�X��ͬ�S�ȷdz��ߣ��D1����С������������ʾ��D���ɈD��Ҋ(ji��n)�����ľ����X��У��(zh��n)�X�������ɈA���X�����I�X���e(cu��)���еģ���Ҋ(ji��n)�D1�е�7���֣����@�ӣ�����Ч�ı�������ͨ������ɵĻ��I�c��(n��i)��ƫ�ƣ��������˱��ӹ��ľ��ȣ��ܶ�ߏS����ذ��@�N�����Q(ch��ng)�����X�������ֽ���ͬ�ĈA��������ˣ�����С�����Ļ��I(li��n)�Y(ji��)�Ļ��I�ף�����С���c�I�����^�ߵ�ͬ�S��Ҫ����(y��ng)����С������ʽ������
С�������������H����Ч������I���ȣ�߀�ܽ����b�M(f��i)�ÏĶ��������a(ch��n)�ɱ����@����?y��n)���ͨ������������֮����������������Ի��I��λ(��L�X��ĥ��A�����)���������컨�I���S�����z�(y��n)���S���Ա��C��횵Ķ�λ���ȣ������I���S�����(f��)�s���ɱ��ߣ�һ���u�_(k��i)�����I���S�ăr(ji��)���ǹ⻬���S��3��5������С��������������(y��ng)���Ժ�С���c��һ���Էdz��ã�����ʹ���m(x��)�������С�������(zh��n)��ֻ����⻬���S���ɣ�ʡȥ�ܶ�I���S���M(f��i)�á�
3С�����ĝu�_(k��i)�����I�������O(sh��)Ӌ(j��)
С�����������c��ͨ�����IJ�ͬ�c(di��n)��Ҫ�����������X��У��(zh��n)�X���֣�������ǰ�������ǰ������(d��o)����������Ӌ(j��)�㡢������������ď�(qi��ng)�ȵĺ��(y��n)�ȶ��c��ͨ������ͬ����������
3.1�A���X����(����D1�ĵڢݲ���)
(1)��ǰ��L����Ҫ������ͨ��������ǰ���ȣ���(y��ng)�_(d��)��8��(j��)���ȿף�Ŀ���Ǟ��������ĈA���X�X��(sh��)�M���٣��Ԝp�������L(zh��ng)�ȡ�
(2)��������ҪС����ͨ����������̫��(sh��)�����������L(zh��ng)�ȣ������^(gu��)С���ֲ��ܱ��C�������ȣ���ˣ���������������o��3һo��6mm���^�á�
(3)�A�ײ��ֲ�������ͨ�����ǘ�ֱ������С����K�ߴ磬����Ҫ����o��06��0��1mm�������o�����c���I�X��ͬ�ĈA�Xȥ������
�D2��������ֲڶ��c�X�������P(gu��n)ϵ
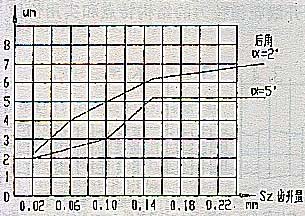
(4)�A���X���X����Ҫ����ͨ�����X����С����t���������С�����Ⱥʹֲڶȡ�������������T��ȱ���У��X������Ӱ���������֮һ���S���X�������ӣ���������ֲڶ����ߣ��@��������м��r(sh��)��(hu��)���F(xi��n)�^���ǰ�(q��)�Ѽy��������������ʹ����ֲڶȓp���ø���(y��n)�أ���?y��n)鵶��һ�������һ�R�Ƅ�(d��ng)��һ�挢λ����ǰ��ĺͺ���Ľ��ٌӳ��ƣ�ͬ�r(sh��)�γ�ë�̼�(x��)�y�������Ѻۣ�����20Cr�ȵ�̼䓕r(sh��)���������γɸ����ҡ�����D2������ԇ�(y��n)�õ����X�����c��������ֲڶȵ��P(gu��n)ϵ�������ɈD��Ҋ(ji��n)����(d��ng)�X������0.04mm�r(sh��)���ɫ@��Ra3.2(�ஔ(d��ng)�ڡ�7)�ı���ֲڶȣ��S���X���������ӣ��ֲڶ�Ҳ�S֮�������@����?y��n)飺�?d��ng)�X�����͕r(sh��)����м������(r��n)����sҺ���ؼ�(x��)�Ѽy����ȫ����м�ӣ��䵽�������X��Ħ�����|���ϼ��ԝ�(r��n)�������ͽ��|���Ħ������ĥ�p��ͬ�r(sh��)�����γ���м��������(d��ng)�X�������^(gu��)0.06mm�r(sh��)����(r��n)����sҺ�͎����ܴ��^(gu��)��м�ˣ�������������Ҳ�^���׳��F(xi��n)��м������ˣ��A���X���ֵ��X����һ�㲻��(y��ng)���^(gu��)0.04mm������ͨ�������X����������0.06��0.08mm֮�g��
(5)��м�۵Ĕ�(sh��)Ŀ�c�ʶ�
��м�۵������ǜpС��м���ȣ��pС����������������м�ݼ{�ڲ��У���м�۵����һ��
Ҫ�����X��������t�������м���á������(l��i)����(du��)��м�۵��о�Խ��(l��i)Խ���룬��Ҫ�w�F(xi��n)�����ׂ�(g��)���棺(a)��м�۔�(sh��)��څ�����࣬һ���O(sh��)Ӌ(j��)�փ�(c��)����ͨ�^(gu��)�����(j��ng)�(y��n)��ʽ��nk��pdo��6��7(nk������м�۔�(sh��)��pdo���������ڈA���ϵ������L(zh��ng)��)��(l��i)�_����м�۔�(sh��)Ŀ���](m��i)�и�����f(shu��)��������������(sh��)�`��������м�ľ����̶Ȳ��H�c���Ϻ��X�������P(gu��n)�������c�������X�����������P(gu��n)���X��Խ����м�������g��϶Խ���X��Խխ���t��мҲԽ�o�ܣ�������м���g��ԽС���^(gu��)���ĵ��X�γɵ�м�������g϶��������м����s�o����(d��ng)��м���^(gu��)�����ĘO�s�o�Ⱥ���мֹͣ�D(zhu��n)��(d��ng)��������Ȧ�������X�g����(d��ng)�����^�m(x��)�����͕�(hu��)������м��Ҏ(gu��)�t׃�Σ��Ժ�a(ch��n)������м���γ�������M(m��n)�X�g������(g��)���g(��D5��ʾ)��������м�a(ch��n)���ĸ���׃�μ��c�������a(ch��n)��Ħ���ĽY(ji��)����ʹ������������ӣ��Ķ���(d��o)�µ��X�ı�����۔࣬��˵��X����м���ȑ�(y��ng)�M����С��Ŀǰ���ձ�����(gu��)��ij�N��܇(ch��)�X݆��������м�۔�(sh��)Ŀ�^�࣬��ֱ��80mm����������м�۔�(sh��)�_(d��)60��(g��)��B��4.2mm�����҂�һ���O(sh��)Ӌ(j��)�փ�(c��)���]ֱ��75��80mm��������м�۔�(sh��)��36��(g��)��B��6.5��7���@Ȼ���X�^(gu��)�ڌ����ˣ���˽��hС����������플����^(gu��)4mm���I���X��Ҫ�_(k��i)��м�ۣ��A���X���֟o(w��)Փֱ����Сһ�ɰ��۾�B��5mmӋ(j��)���м�۔�(sh��)Ŀ��ȡ��ż��(sh��)��
(6)��м�۽Ƕ�
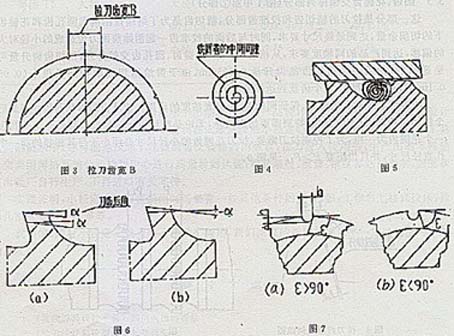
��м����������(g��)���X�ĺ����ϲ����(y��ng)�������(��D6(a)��ʾ)������м�۵��S��Ƕȑ�(y��ng)��С�������X픺�ǡ����Ա��C����(g��)��м���������ϫ@��һ���ĺ�ǣ���(y��ng)����(�D6(b))����r��ʹ��м�۵ײ��a(ch��n)����ؓ(f��)��ǡ����⣬��м�۵���ʽ��(y��ng)��D7(a)��ʾ����м�ۊA��e>90�㣬����ɢ��l����Ҫ����D7(b)����r�����⣬ǰ���X�Ϸ�м�۵�λ��Ҫ��e(cu��)�_(k��i)�����һ��(g��)�����X���_(k��i)��м�۵����ǻ������������ጡ�
3.2�����u�_(k��i)���I�X���ֵ��O(sh��)Ӌ(j��)(�D1��)
�����������I���ֿ������Ќ��ȱȈA�ײ���ҪС�������X��������ȡ��Щ��ֵ��ע����ǣ�����Ӵ��X�������X�ࡢ���΅���(sh��)ҲҪ������(y��ng)�{(di��o)����
�����Ļ��I�X����u���ߵģ�����(j��)�������I�ĸ߶Ⱥ������X�����������������X��������΄�(w��)��ͬǰ���ᵽ�ĈA�ײ�������һ�ӣ�С�����Ļ��I�����Ļ��I����Ҳ����������K�ߴ磬��Ҫ����0.03��0.1mm�����ɺ���Ľ��e(cu��)�X������
���I�X���ֵą���(sh��)�x�����Ӌ(j��)����c��ͨ������ͬ��
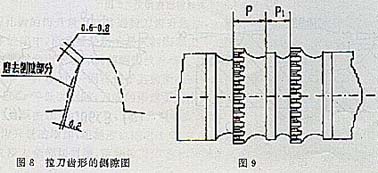
���˜p�ٝu�_(k��i)�����I�����X��(c��)���c�������ӹ������g��Ħ������(y��ng)ĥȥ���X���ϲ������γɻ��I���X�ۂ�(c��)��ĝu�_(k��i)���X�β��֣���ĥ���X�εĂ�(c��)϶�ǡ��@�r(sh��)�u�_(k��i)�����I�����X��Ҋ(ji��n)�D8�еČ�(sh��)�����֡��X��(c��)����ĥȥ��һ��ȡ0.2mm���Ȍ��u�_(k��i)�����I�������X�γߴ�ĥ�ã�����(j��ng)�y(c��)���ϸ����ĥ�X��(c��)϶�ǣ�ĥ�r(sh��)����Ӌ(j��)�����ĥ���F�ǵ�ɰ݆������У��(zh��n)�X�����M(j��n)�����������X����ĥ�����X����ɰ݆��λ�ø߶ȣ��Ա��Cÿ��(g��)���X����0.6һ0.8mm�L(zh��ng)�ĝu�_(k��i)�����֡�
3.3�A�X�����I�X���e(cu��)���в���(�D1�еڢ߲���)
�@һ�����������ľ����X��У��(zh��n)�X���֣������X�Ǟ����^�m(x��)����ǰ��A���X�ͻ��I�X���µ������������_(d��)����K�ߴ�Ҫ��ͬ�r(sh��)�c�����У��(zh��n)�Xһ������ǰ�浶�X��ɵ�С����(du��)��ƫ�ƣ��_(d��)���a(ch��n)Ʒ��ͬ�S��Ҫ�ľ����X�_(k��i)ʼ�����I�X���A���X���e(cu��)���У������X�X�����������f�p�ģ����һ��(g��)�����X���X����0.005mm���������o�����X����������С(0.05��0.1mm)��ֻ�����ж�������(g��)�X�͵��_(d��)У��(zh��n)�X�ˡ�
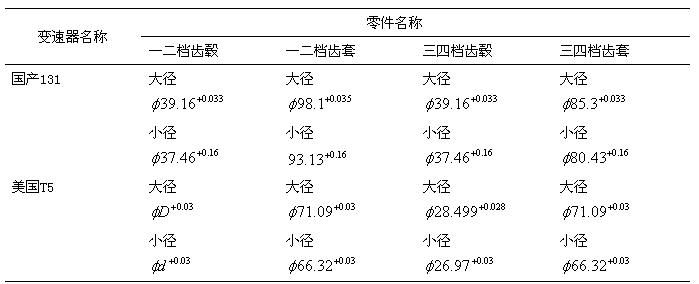
У��(zh��n)�X��У��(du��)���Π���Cͬ�S�ȣ���߹❍�ȵ����á�У��(zh��n)�X�ęM����ߴ��c���һ��(g��)�����X��ͬ���](m��i)���X�������e��Ҫָ�����ǣ��o(w��)Փ�Ǿ����X߀��У��(zh��n)�X����һ��(g��)�A���X��һ��(g��)���I�X��һ�M�����˿���������Ҫ���������I�X��С���ߴ���С���c��������ǰһ��(g��)�A��ֱ���ߴ磬�����X��ҪP>P1��Ҋ(ji��n)�D9��
����У��(zh��n)�X�r(sh��)��(y��ng)ע�������c(di��n)��У��(zh��n)�X�л��I�X�A���X������5��7��(g��)��У��(zh��n)�X�X�����ȡ��һЩ�����1��2mm��Ҳ���Բ�׃��У��(zh��n)�Xǰ�ǿ�ȡ0��һ5�㣬Ҳ��ȡ�c�����Xһ�£������һ��Ҫ�������XС������30��һ2�㷶����(n��i)���Ў�aҪ�������X�Č�����ȡ0.5һlmm���@�Ǟ���У��(zh��n)�X�ߴ粻��(hu��)�ܿ�p�ٺ���������^(gu��)�̵�ƽ��(w��n)�ԡ�
4ʹ��Ч�����w��(hu��)
С�������u�_(k��i)�����I�����ij��F(xi��n)�����mȻ�r(sh��)�g���L(zh��ng)���s���@ʾ���ܴ�ă�(y��u)Խ�ԣ��ҏS��1992���c����(gu��)�����{��˾���Y�ԁ�(l��i)�����a(ch��n)ԓ��˾���ж��(xi��ng)��(zhu��n)�����g(sh��)��T5׃���䣬���˱M��Ť�D(zhu��n)����M(j��n)�ڡ���(gu��)��(n��i)�b��ľ��棬�S��ܿ�_����һ����(gu��)�a(ch��n)������(xi��ng)Ŀ�����оͰ������nλ�X��ݞ�X�ף�������Ҫ�M(j��n)�Нu�_(k��i)�����������(Ҋ(ji��n)��2)��
��2
�@Ȼ�������ҏS�^(gu��)ȥ����������ˮƽ���ܝM(m��n)������(gu��)�a(ch��n)Ʒ�O(sh��)Ӌ(j��)Ҫ�ӵ��@���Xݞ�X���O(sh��)Ӌ(j��)�΄�(w��)���қQ�����î�(d��ng)�r(sh��)��(gu��)��(n��i)�O(sh��)Ӌ(j��)�������ԇ�(y��n)�A�ε�С�����������ĽY(ji��)��(g��u)���ָ���(j��)��(gu��)��(n��i)���ߏS������ˮƽ���M���ܵ؉��s�˻��I�A�X���e(cu��)���еĔ�(sh��)Ŀ������Ͷ��ʹ�ú����a(ch��n)���������(j��ng)�ͽ�����(gu��)�����{��˾�z�y(c��)�����M(j��n)���|(zh��)���z�y(c��)�J(r��n)�C�����@ͨ�^(gu��)���|(zh��)�������ȶ��_(d��)��Ҫ����˫@��(zh��n)���ҏS�������a(ch��n)�������M(j��n)�����P(gu��n)�����
��(sh��)�`�C����С������������ʹ�Õr(sh��)��Ҫ��һЩ�����l������ϣ��磺�����_(t��i)����ʽ��������ǰ����Ҫ���^�ߵȵȡ�
�����ţ��S��С�����������IJ����ƏV��(y��ng)�ã��҂���(gu��)�ҵĻ��I����ˮƽһ���ܿ���һ��(g��)�µĸ߶ȡ�
�����īI(xi��n)
1����(f��)�s�����O(sh��)Ӌ(j��)�փ�(c��)�����Ĵ����������
2�������O(sh��)Ӌ(j��)������ȱ�ݡ��������x