�W�λ�ã���� >>�S�� >>�S�����>>�S���Y��>>�S�����b�䷽��
4.0�S���İ��b��ˇ:
�S���S�ij����Y��ʽ
4.2.4�S���ğ���ˇ
A.�b��ǰ�Ĝʂ乤��
�ʂ乤�������м��c�����C�����b�������M�зdz���Ҫ�����������ʂ乤����
1�� �z�顢�y���ͼӟ�ضȵ�Ӌ�㡣
�ڟ����b��֮ǰ������Ҫ���������S���M���м��ęz�飬�z���S���ļӹ��|���Ƿ����Ҫ��
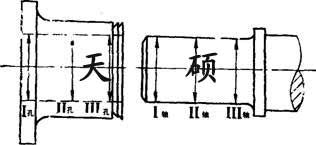
���S���c�D�S����ϲ�λ(��)�ijߴ��M��Ԕ���Ĝy����һ���L�ȵ��S���y���ɶ˺����g�Ŀ��ߴ磬�L�ߴ�Ŀ��Զ�ȡ�ׂ���ͬ�r�������y���D�S��ϲ�λ�ijߴ�.�y���Ĕ���һ��Ҫ���_��ÿһ��λ�ɜy��2��3�Σ�ȡ�����gƽ��ֵ��
�y���ߴ粿λ
��������Ӌ������ӟ�Ĝضȡ�
2�����ߜʂ䣺��һ��ͨ�ù����⣬�����S���r�Б��ʂ������O����ߣ�
(1)�ӟ�t��ȼ�ϣ�
(2)���b�S�������ƌ��ù��ߣ����а����A�o���ߡ����D���ߡ��������ع��ߵȣ�
(3)����������������Ƶ��b���g϶�M��������
(4)�yԇ�ض��õĜy������ԇ�ز��ϣ�ԇ�ز�����C��(�l���c200��220��)���a(���c232��)���X(���c327��)���\(���c419��)�ȣ�
(5)������o���ߣ�������õ������֡�ʯ�����ȡ���
3������Ӗ�������ڟ����b�������ڸߜ��²����ģ�����ʂ乤�����м��������ˆT��ϲ��f�{�������ܽo���b����������صIJ����������ˣ��ڟ����b������ʽ�M��֮ǰ,���M�б�Ҫ�IJ���Ӗ��,�����H���b���E,����һ�λ�,ʹ���Ѕ����ˆT�ֹ����_�����cͻ��,��ʩ�î�,�R�����y��
B.�����S���IJ������E
1���ڼӟ�t�ȼӟᵽָ���ضȣ����z�y�����ضȡ�
2�����S��ȡ�����������ˠt���^�m�ӟᡣ����ľ��ӟ�����S�����t��2��3h�����������͜y������ֱ���ߴ����������������M���S���׃ȣ��ӟἴ�ɽY����
3�������S�����b��ײ�塢̧�ʻ��������b���ߡ�
4��У����λ�ã�ʹ�S���״�ֱ(��ֱ���b�r)���ˮƽ(ˮƽ���b�r)��������S���ף�ʹ�ȿןo�s�
5�����S�������D�S̎����һ���������z��ȿ׳ߴ��Ƿ��������b���g϶����������ͨ�^�������M�����b��
6�����D�S��������Ͼ����Ϳ�ϙC�͡�
7�����S��ƽ�����ƽ��D�S�������S�c��λ�ã��M�����b�����S�����M1/3���ң�����һ�Ιz����c�S������λ�ã��Ƿ�����б��������_���t�^�m���S��ײ�M��
8������b�ϊA�o���ߣ���ֹ�S�����S���Ƅӣ�Ȼ������Ȼ��s��
C.ע�����
�����b���ڸߜغ;o���Ġ�B���M�У��ʌ����ܰl���Ć��}��Ҫ�г�ֵĹ�Ӌ����ǰ���O�����⣬���fһ�l����Ҳ���R�����ţ����r��ȡ��ʩ���M��̎����
���ȱ��ʹÿ�������ˆT�˽�������E�������ֹ����_���ڳ��F�κ��¹ʕr��Ҫ���؍�λ��
���Ҫ��У���S�����S��ˮƽ��ֱ�������S�����c�S�˵�λ�á��{��ײ�Kλ�ÕrҪ�м����J�棬�_�����_�o�`��
�ڌ��`�У������ܳ��F���¹��У�
1���S���S��ײ�ᣬ�S��ײ���M�����ֹ�@��¹ʣ���Ҫ��У���S�����S�����c�S��λ�á�ײ�Kλ�Õr�������_�o�`�⣬߀Ҫע�⣬ײ���cλ��Ҫ�x�ã���һ������Ҫ�p�����M��һ�ξ��x(�s1/3)���������͓���
���_ϵײ�ᣬ�֟o��У�ʕr�����ٟ��Ѹ��������������Ӳ��ײ�M��
2�� �����¹ʿ����У�ײ�K��݆��λ�Û]�o�̶�����ˡ����J朗l������ȼ�ϲ��㡢�ȣ���Ҫ���ȼ���ע�⣬�ڹ��ߜʂ�Ͳ���Ӗ���A�����м��z�顣
3�� �������S�������Ѱ��b���S�С��Cе�ܷ�Ⱦ��ܲ����r��ֹ���������ײ���S��,�Է��p����p�ľ��ܲ�����
4.2.3�ӟ᷽�����x��
�����ݼ��ӟᵽ��Ҫ�ضȵķ��������F���l�������ӟ���ߴ硢������Ҫ���M���x��
һ��ļӟ᷽���У����wȼ�ϼӟᣬ����ӟᣬ��-��Ȳ��ӟᡢ�����ӟᡢ늼ӟ�ȡ���l���S�ɣ����ڌ��àt(�����ӟ�t���}ԡ�t�����t�ȸ��N늼ӟ�t)�ȼӟᡣ�����جF���l�������S�r������һ���Ġt�ӣ�����ľ��̿�ȹ��wȼ�ϣ��M�мӟᡣ��l���S�ɣ�Ҳ����ú�⡢Һ�wȼ���M�Ї�ȼ��
����ӟ�ͨ��ֻ���ڳߴ��^С���S��(�ȏ���100mm����)���������㣬�ӟ����
��-��Ȳ��ӟᷨ���ڼӟ�С�ęC�����^��C���ľֲ��r���������㣬��Ҫ���^�쾚�ļ��g���Է��^������ęC����
���ڴ����S����Ҳ�ɲ��ö��_��-��Ȳ��ӟ�͇����ӟ���ʹ�ã�Ч���ܺá�
늼ӟᷨ�m���^�õļӟ᷽����������Ҫ�����O�䣬���������ڰ��b���جF����ʹ�ã���늸Б��ӟᷨ��߀�ǿ��Կ��]�x�á�
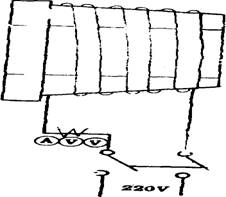
�ڰ��b���جF�����������S�����õ�늸Б��ӟᷨ���ڸБ���Ȧ��ͨ�˹����l��(50Hz)����늉��ʹ������
����ͬ�l����ͬһ���ϕr������l��f���������Ȧijɷ��ȡ��F��ϣ���Ĵ���˲��������l(500��10000Hz)���l(105��106Hz)�������ù����l��(50Hz)���S�� �S�� �S�� �S��
�͉����������ʹ��׃�u���ʹŜ��pʧ�������l�����ӡ�ͨ�����õ�늉���380V��220V��
��220V늉��r��ֻҪ�D��ʾ������Ȧ�@�ڹ������棬�@����Щ���@���r�����@����(�����g���@�Ʒ����෴��ʹ����ͨͬ��)���Ԝp�����g���x����ӟ��ٶȺ;����ԡ���Ȧ�є��ɰ�Ҫ��Ĵň�����H��ͨ�^��ʽH=4��WI(�A�����������θБ���)�����
����ʩ������Փ�S����С��ÿ1V늉���1.3m��38�L2�Č��������ˣ���ô����220V늉����ӟ��S��������38�L2�Č���300m���ҡ�
4.1���b��
4.1.1ֱ���b�䷨
�����S���c�S�������g϶����Ͽ��������Ƀ���ϱ����,ͿĨ������ֱ֬�Ӱ��b��
4.1.2�����b�䷨
�����^����Ϻ��^ӯ�����Ǻܴ�����,����������Ҫ������(�籣�o���b����������)�ɲ��É��뷨,����Ҫ�����O�䡣
4.1.2Һ���b�䷨
�@��һ�N���^������b�䷽��,����회���������ǰ�M��푑����OӋ���������ʹ�á�
4.2�S���ğ��b��
�S���ğ��b�乤�������ڴ���늙C�����s�C��܈䓙C�������O��İ��b�У�����@��O���е��S���c�Sͨ���Dz����^ӯ�������һ��ġ�
�^ӯ�Ӽ����b�䷽���У������b�䡢�͜����b��͟����b��Ȕ��N��
�ڰ��b�F�����t��Ҫ���ß����b�䷨������@�N�b�䷽�����^���Σ������ڴ�ֱ��(D >1000mm)���^ӯ���^��)�ęC����
�����b�䷨�������p�ͺ������o��ϣ�������Ҫ�����C�șCе�O�䣬��һ��H������S���á�
��s�b�䷨һ����Һ����������Դ��������һ���Ľ^����������Ҳֻ�����Зl���r�Ų��á�
���½�B�����b�䷨��
4.2.1�����b��Ļ���ԭ��
�����b��ı��|ԭ���Ǽӟ���ݼ�(��)��ʹ��ֱ����Ûһ������^ӯֵ��Ȼ���b�뱻���ݼ�(�S)������s�C�����_������Y�Ϗ��ȡ�
���H�ϣ��ӟ���Ûֵ��횱�����^ӯֵ���ܱ��C������b���������ڰ��b�^��������ݼ�����s�տs�����F�S�c��ס�ć����¹ʡ�
ͬ�r�����˱��C�����^��ć����������Y�Ϗ��ȣ������b��ĽY����Ҫ���^�ӹ�������Ҫ�^�ֹ❍�����һ���ı���ֲڶ�(һ���Ra3.2)�������S���ƄӶ�����ƽ����s�Ժ�ʹ����C���ĽY�Ϗ����^�����܂��f��Ť��Ҳ�^��
4.2.2�ӟ�ضȵĴ_��
����������һ�����ݼ�����ͼӟ�ض�ȡ�Q���������^ӯ���������b���g϶���b���g϶�Ĵ�Сֱ��Ӱ��b��r�g�����ֹ���ݼ���s�տs��������b��r�g�������A�����b���g϶��һ���н������]:
�ӟ���С�b���g϶�S(um)
�C������(�K) |
���ӟ��B�Ӽ�ֱ��(�L) |
||||
80��120 |
>120��180 |
>180��260 |
>260��360 |
>360��500 |
|
�ӟ���С�b���g϶�S(um) |
|||||
��16 >16��50 >50��100 >100��500 >500��1000 >1000 |
40��50 60��70 100��120 150��170 |
50��60 80��90 130��150 180��200 210��230 |
60��70 90��100 180��200 240��250 250��270 280��300 |
100��120 20��240 60��280 90��310 30��360 |
220��240 300��320 340��360 380��400 |
���ݼ��ӟ���ֱ������ֵ�������Pϵ��
i+�S=(t+t0)103*a*D
ʽ�У�t���ӟ��Ĝض�(��)��
to���_ʼ�ӟ�Ĝض�(��)��
i���^ӯ��(um)��
�S����ʹ�S����ͨ�����(����������)������b���g϶(�L)��
D�����ݼ�(��)��ֱ��(mm)��
a�����ݼ�(��)���ϵľ���Ûϵ��(10��6��l����)��
����ӟ�ضȞ飺
t=(i+�S)/( 103*a*D)+ to
���ڨSֵ���ɺ�������K=i+�S=3i��6i���@�ӵĨSֵȡ���Դ���Щ���˕r����ʽ�Ɍ��飺
t=K/(a*D)+ to
ע��:ʽ��Kֵ�Ć�λ�ǩL
���N���ٲ��ϵľ���Ûϵ��aֵ(10��6��l����)
�� �� |
�ӟ�ضȷ��� (��) |
�� �s�� |
||||
20��100 |
20��200 |
20��300 |
20��400 |
20��600 |
||
�������~ |
16.6��17.1 |
17.1��17.2 |
17.6 |
18��18.1 |
18.6 |
һ14 |
�S �~ |
17.8 |
18.8 |
20.9 |
��16 |
||
�a���~ |
17.6 |
17.9 |
18.2 |
һ15 |
||
�X���~ |
17.6 |
17.9 |
19.2 |
|||
̼ � |
10.6��12.2 |
11.3��13 |
12.1��13.5 |
12.9��13.9 |
13.5��14.3 |
��8.5 |
�t � |
11.2 |
11.8 |
12.4 |
13 |
13.6 |
|
40CrSi |
11.7 |
|||||
30CrMnSiA |
ll |
|||||
3Crl3 |
10.2 |
11.1 |
11.6 |
11.9 |
12.3 |
|
1Crl8Ni9Ti |
16.6 |
17 |
17.2 |
17.5 |
17.9 |
|
�T �F |
8.7��11��1 |
8.5��11.5 |
1O.1��12.2 |
1.5��12.7 |
12.9��13.2 |
��8 |
��t�Ͻ� |
14.5 |
|||||
�X�Ͻ� |
23 |
һ18 |
||||
�V�Ͻ� |
26 |
��2l |
||||
ע:̼��䓼ӟ�ضȲ��ó��^400��
��վ֩���ģ�壺 �ձ���ҹ��Ʒһ������������Ӱ| ������Ʒһ��һ������mba����| ����Ů��Ƭ�����Ƶ����A| �������ݺ���þ���| ����������Ƶһ������| AV��˾��ɫ�����ۺ�| ���뾫Ʒ����һ����������ɬ��| �ձ�һ������3���Ŀ���վ��Ʒ| ���������ۺ������˹���ϵ��| ������ѵ�����Ƶ��վ| ��Ʒ������ôСҲ���Ź�| �þ�����ˬ����ˬ����Ƭav| ������������ר�����ھ�Ʒ| �����ۺ�����С˵ɫ��һ | �þþ�Ʒ������Ʒ�þþ�| ������Ѱβ��β�8x����������| ������������Ƶ���߹ۿ��˳�| ������Ʒ�������߹ۿ����뿨һ| ����������þ�Ʒ����| �ִ��ֳ�����ˬ�ֻ��ٸ���Ƶ| ����Ʒһ������������������| �ձ�������Ƶ��վwww| �ձ�һ���������߸���ۿ�| ��Ʒë����1��2��3�鶹| ��Ʒ�����þþþõ�Ӱ��| �����鶹��Ʒav���߹ۿ�| ������Ʒ����a�ž�Ʒ| �ձ�ë���ķ����츾| ɫһ��һ��������������| 69�þþ�Ʒ����һ������| �������Ļ����߲���| ��Ʒ���ʾþþþ�999����Ұ| ��������ɫ���ۺ�����������| ������һ��2������4��5��| �����ۺϼ�����������ɫ��| ��Ʒ��Ů�ǿ�����С��ͼƬ| �ϸ�Ů�Խϴ�ëƬ| �þþ�Ʒ��������һ������| �鶹������Ʒva���߹ۿ�| 18�����ڵ�������߲��Źۿ�| �Ļ�Ӱ��88aa�þ�����|